Pemotongan oksiasetilena menggunakan prinsip pengoksidaan yang terjadi hasil tindak balas antara logam ferus yang diprapanaskan dan oksigen tulen. Logam yang akan dipotong akan diprapanas pada suhu 700ºC hingga 900ºC di bawah takat lebur. Suhu yang sesuai boleh dikenalpasti apabila logam berubah menjadi warna merah ceri. Logam ferus yang diprapanas mula dioksidakan setelah jet oksigen tulen dipancutkan diatasnya. Semburan oksigen tulen tersebut akan mengalirkan ferus oksida cair kebahagian bawah potongan. Kesan ferus oksida yang terlekat bahagian bawah logam yang dipotong dipanggil ferus oksida atau sangga.

Gambarajah : Prinsip pemotongan oksiasetilena
Jenis Gas
Bagi mendapatkan haba yang sesuai untuk memotong logam, dua campuran gas iaitu gas oksigen dan asetilena digunakan. Selain gas asetilena gas bahan api lain yang boleh digunakan bersama oksigen ialah gas butana, gas asli, gas hidrogen, gas propana dan gas propadiana (Mapp).
Kelengkapan Pemotongan
Kelengkapan dan kelengkapan tambahan (aksesori) pemotongan adalah hampir sama dengan kelengkapan kimpalan oksiasetilena. Perbezan antara kelengkapan memotong dan mengimpal ialah bahagian Sumpitan api (Torch) dan muncung sumpitan api (Tip).
 Sumpitan api pemotong terdiri daripada bahagian badan, tiub oksigen, tiub prapanas, tuil tekanan injap oksigen pemotong, injap kawalan oksigen, injap kawalan asetilena dan kepla sumpitan.
Sumpitan api pemotong terdiri daripada bahagian badan, tiub oksigen, tiub prapanas, tuil tekanan injap oksigen pemotong, injap kawalan oksigen, injap kawalan asetilena dan kepla sumpitan.
gambar foto: Muncung sumpitan api pemotong yang

gambar foto: Muncung sumpitan api pemotong yang
telah dipasang pada kepala sumpitan

Muncung Sumpitan api pemotong
Saiz muncung sumpitan api pemotong diukur berdasarkan dimeter orifis jet oksigen.
Nyalaan Pemotongan Oksiasetilena
Nyalaan pemotongan akan terhasil dengan melaras injap kawalan gas asetilena dan injap kawalan oksigen yang terdapat pada badan sumpitan api pemotong. Tiga jenis nyalaan yang mungkin terhasil semasa melaras injap kawalan ialah nyalaan pengabon, nyalaan pertengahan dan nyalaan pengoksidaan.

Gambar foto: Nyalaan Pengabon terhasil apabila pelarasan gas asetilena
terlebih dari gas oksigen

Gambar foto: Nyalaan Pertengahan terhasil sekiranya pelarasan
gas oksigen dan asetilena seimbang

Gambar foto: Nyalaan Pengoksidaan terhasil sekiranya pelarasan
gas oksigen terlebih dari gas asetilena
Nyalaan pertengahan sesuai digunakan untuk pemotongan logam dan akan menghasilkan pemotongan yang berkualiti.
Proses Pemotongan
Proses pemotongan dengan mendirisiap kelengkapan pemotongan dan melaras nyalaan pertengahan. Logam yang hendak dipotong hendaklah ditanda garisan panduan pemotongan terlebih dahulu supaya bahagian yang dipotong menepati ukuran yang dihendaki.Selepas proses tandaan selesai tetapkan kedudukan logam yang akan dipotong.

Proses Prapanas
Lakukan proses prapanas di bahagian penjuru permulaan garisan panduan sehingga warna bahagian tersebut berubah menjadi warna merah ceri. Tekan tuil jet oksigen tulen untuk memotong logam

Pastikan sudut muncung sumpitan api pemotong sentiasa berkedudukan 90º dengan jarak muncung antara 2mm hingga 3mm. Gerakkan muncung sumpitan di sepanjang garisan panduan pemotongan dengan cara menolak kehadapan, menarik kebelakang atau bergerak dari kanan ke kiri mengikut keadaan kedudukan logam.

Lakukan kerja pemotongan sehingga selesai dan bersih hasil potongan dengan membuang ferus oksida yang mungkin terlekat pada bahagian penjuru bawah logam yang dipotong.
Nota: Bahagian tepian lurus pada besi bersudut boleh dijadikan sebagai alat panduan meknikal bagi memastikan hasil pemotongan lurus.
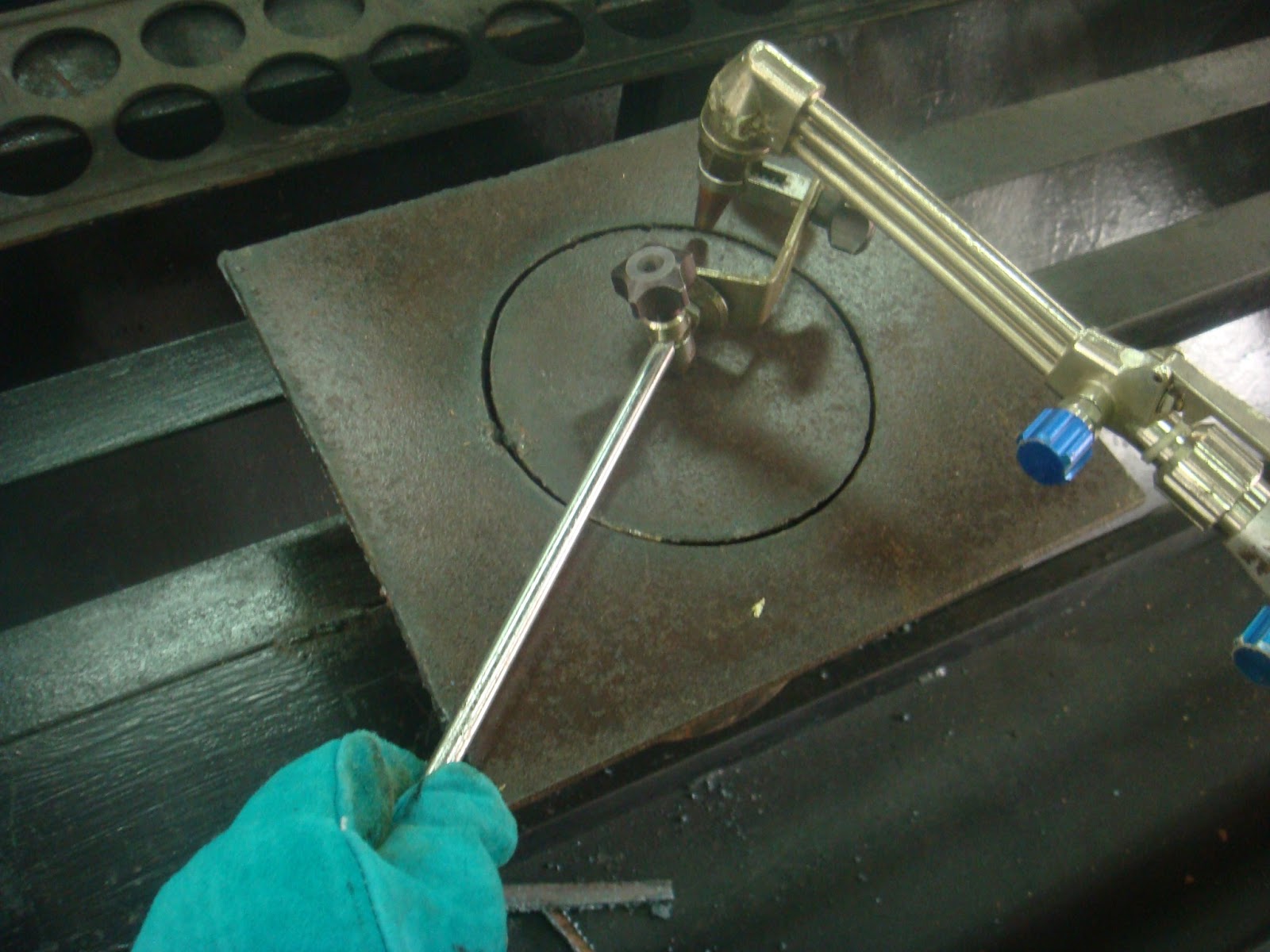
Pemotongan Bulat
Pemotongan bulat menggunakan proses pemotongan oksiasetilena boleh dilakukan secara automatik, semi automatik atau secara manual. untuk pemotong secara manual penggunaan jejari bar boleh digunakan untuk memastikan tepian pemotongan bersegi tepat, muka potongan rata dan dimeter projek adalah sekata.
Proses Pemotongan
Pemotongan bulat menggunakan proses pemotongan oksiasetilena boleh dilakukan secara automatik, semi automatik atau secara manual. untuk pemotong secara manual penggunaan jejari bar boleh digunakan untuk memastikan tepian pemotongan bersegi tepat, muka potongan rata dan dimeter projek adalah sekata.
 |
| Gambar foto: Proses pemotongan bulat |
 |
| Gambar foto: Menggerakkan muncung sumpitan disepanjangarisan pandian hingga selesai |
- Menanda titik pusat dan garisan panduan pemotongan menggunakan jangka tolok.
- Melaras jarak jejari bar berdasarkan dimeter potongan yang dikehandaki
- Melaras nyalaan pertengahan dan meletakkan muncung sumpitan pada pemegang muncung bar jejari. Jarakkan ketinggian antara muncung sumpitan dengan permukaan logam antara 8-10mm. lakukan proses pra panas
- Apabila logam bewarna merah ceri, tekan tuil dengan sudut muncung dicondongkan sedikit kearah garisan panduan pemotongan bertujuan untuk mengelakkan tiupan logam berbalik ke muncung sumpitan api.
- Apabila nyalaan pemotongan menembusi logam, tegakkan dan rendahkan jarak muncung sumpitan api sehingga jarak antara kon nyalaan dan permukaan logam 2 mm hingga 3 mm.
- Gerakkan muncung sumpitan kebelakang disepanjang garisan panduan pemotongan. Sesuaikan kelajuan pemotongan dengan ketebalan bahan yang dipotong. Potong hingga selesai dan bersihkan hasil potongan.
 |
| Gambar foto: Proses pemotongan selesai |
Hasil Pemotongan yang Berkualiti
 |
| Rajah: Ciri pemotongan yang berkualiti |
Ciri pemotongan berkualiti
- Penjuru atas bersegi tepat
- Permukaan potongan licin atau hampir licin.
- Penjuru bawah juga bersegi tepat
- Tiada sangga atau jika ada mudah ditanggalkan



